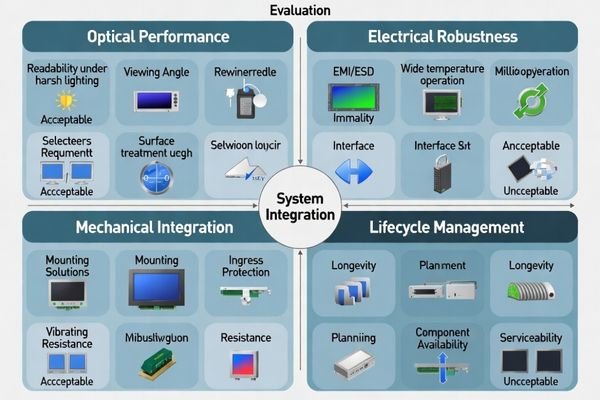
Industrial HMI LCD module selection requires balancing optical performance, electrical robustness, mechanical integration, and long-term reliability under harsh operating conditions.
Industrial HMI LCD module selection differs from consumer applications by prioritizing sustained readability, electrical noise immunity, wide temperature operation, and long-term serviceability. A reliable outcome comes from system-level evaluation of the full optical stack, interface margin validation, mechanical durability assessment, and lifecycle planning—not from resolution or “headline” brightness specs alone.
In LCD display module integration work at MEIDAYINGNUO, industrial HMI projects1 most often run into trouble because system-level planning starts too late rather than because a single component spec is “wrong.” Teams may select modules using consumer-style criteria while underestimating harsh lighting, electrical noise, temperature extremes, and long-term reliability constraints that define industrial success.
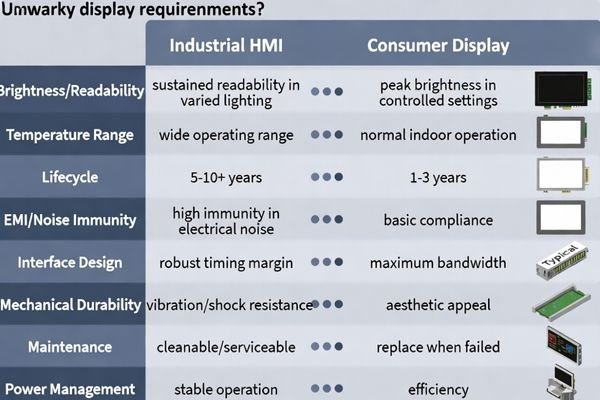
What makes industrial HMI LCD module selection different?
Industrial HMI requirements prioritize sustained performance and reliability over consumer-focused specifications like peak brightness or color accuracy.
Industrial HMI displays must maintain readability and stability across wide temperature ranges, electrical noise, vibration, frequent cleaning, and continuous operation cycles. Selection criteria emphasize optical performance in factory lighting with glare control, electrical compatibility with noise immunity, mechanical integration for harsh environments, and supply chain continuity for multi-year deployments.
From an engineering standpoint, a practical way to approach industrial HMI selection is to focus on failure modes that disrupt operations: readability loss under glare, electrical interference that triggers display anomalies, temperature-driven degradation, and availability issues during extended lifecycles. This shifts attention away from single-point “best case” specs and toward sustained reliability margins and validation coverage.
Environmental Stress Factors2
Industrial environments subject LCD modules to temperature cycling, vibration, chemical exposure, and electrical noise levels that exceed consumer application requirements. Module selection must account for these stressors throughout the operational lifetime.
Operational Continuity Requirements
Industrial HMI systems require predictable availability, serviceability, and component lifecycle management that differs significantly from consumer replacement cycles and aesthetic priorities.
How do you define readability requirements for the real environment?
Readability definition requires translating actual use conditions into measurable optical performance targets for the complete display stack.
Define readability by characterizing the actual use environment: ambient light range, dominant viewing angles, polarized safety glasses usage, and operator positioning. Translate requirements into optical targets including effective brightness through the complete stack, contrast under glare conditions, and acceptable viewing angle performance with cover lens and bezel integration.
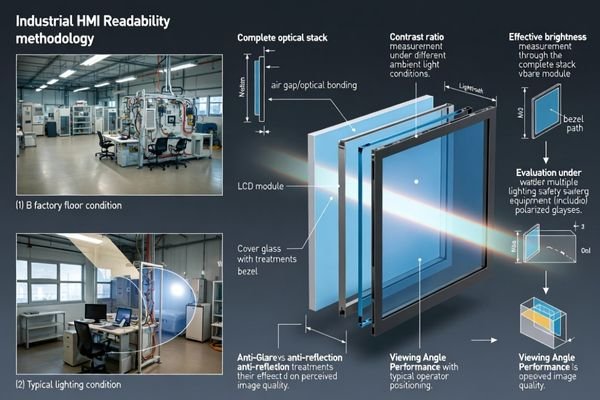
Readability validation should be done with representative front stack assemblies3 (cover lens, gasket, bezel) rather than on bare modules. Lab-only measurements often fail to predict field performance because reflections, scattering, and optical losses in the complete stack can dominate real visibility and contrast at the operator’s position.
Which electrical interface and signal chain choices reduce integration risk?
Interface selection should balance controller capability with noise immunity and timing margin requirements specific to industrial environments.
Choose interfaces based on host controller output capability, cable length requirements, noise environment characteristics, and timing margin needs rather than common industry practice. Plan signal integrity strategy including grounding, shielding, return paths, and ESD protection as system-level design elements, not afterthoughts.
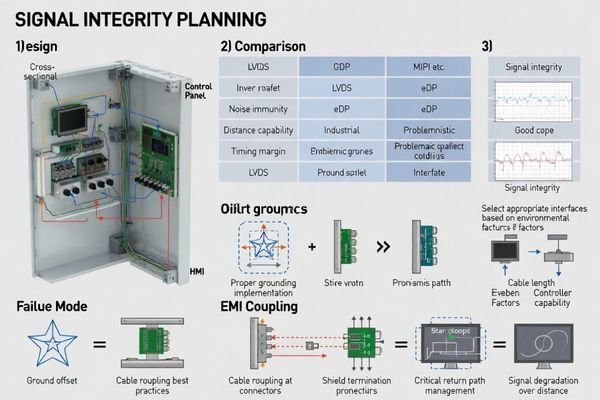
In field troubleshooting, electrical noise coupling and grounding quality are more frequent root causes than timing spec mismatches alone. Industrial environments demand robust power sequencing, backlight driving strategy, and EMI/ESD immunity that should be validated under representative noise conditions with real cable routing and enclosure configuration.
| Interface Factor | Consumer Priority | Industrial Priority | Design Impact |
|---|---|---|---|
| Bandwidth | Maximum resolution | Timing margin | Electrical robustness and tolerance to variation |
| Noise Immunity | Basic functionality | Harsh environment operation | Grounding/shielding strategy and return-path control |
| Cable Length | Short connections | Flexible routing | Signal integrity planning with routing constraints |
| Power Management4 | Efficiency focus | Reliability emphasis | Sequencing validation and backlight/power interaction checks |
Successful industrial interface design requires validation under worst-case electrical noise and temperature conditions, with margin for component variation and aging effects over the product lifecycle.
How do reliability, temperature, and lifecycle planning affect your choice?
Industrial HMI modules must maintain performance throughout extended operational lifetimes under harsh conditions and component availability constraints.
Reliability planning requires validation of operating temperature range with realistic self-heating, humidity and chemical resistance of front stack materials, mechanical durability under vibration, and electrical immunity to ESD and transient events. Lifecycle planning must address component availability, change control, and second-source qualification strategies for multi-year deployments.
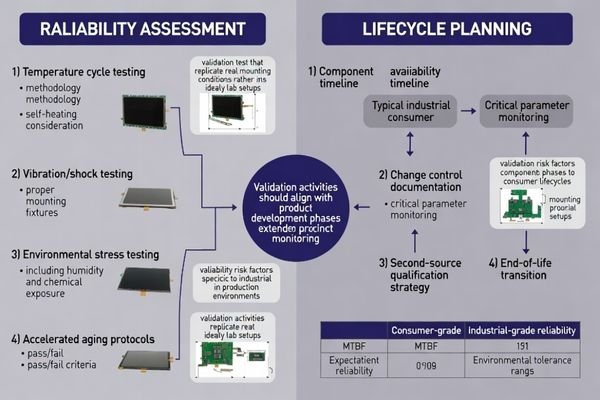
Industrial HMI reliability failures often stem from incomplete validation of the assembled system under realistic stress. Temperature cycling with actual power dissipation, humidity exposure with cleaning chemicals, and vibration testing with mounted assemblies can reveal failure mechanisms that component-level testing may not capture. For reliability and lifecycle planning support during specification development, engineering teams can contact info@lcdmodulepro.com.
Validation Under Realistic Conditions
Reliability validation must include representative mounting configuration, thermal conditions, chemical exposure, and electrical stress patterns that match actual deployment environments rather than simplified laboratory conditions.
Lifecycle Risk Management5
Industrial systems require predictable component availability and controlled change management to avoid costly redesigns when modules reach end-of-life or undergo specification changes during extended product lifecycles.
LCD module recommendations for industrial HMI projects
Industrial HMI module selection should begin with application constraints and filter candidates by optical stack feasibility and electrical integration margin.
Prioritize modules that match your physical envelope and operator requirements, then evaluate optical stack implementation including brightness, glare control, and viewing angle performance. Validate electrical interface compatibility with adequate timing margin and noise immunity, then confirm mechanical integration supports serviceability and tolerance management throughout the operational lifetime.
Module recommendations should account for the full signal chain, mounting strategy, and service requirements from initial specification. Optical bonding, surface treatments, and cover lens selection can significantly affect readability and maintenance behavior, while electrical interface margin and grounding/ESD strategy determine stability under noise and temperature variation.
For applications requiring sustained readability under high ambient light, high-brightness modules can provide a stronger foundation for the optical stack (while power, thermal headroom, and lifetime targets must still be validated in the final enclosure). Square format modules can fit compact control panel layouts and UI designs where a balanced footprint and multi-position viewing are priorities, depending on the mechanical envelope and operator workflow.
| Application / Scenario | Usage Pattern | Display Requirements | Recommended Model | Key Integration Considerations |
|---|---|---|---|---|
| Process Control Panels | Continuous operation | High brightness, wide viewing | HB215X | Optical stack validation, EMI/ESD planning |
| Machine Interface | Frequent interaction | Touch compatibility, durability | HB156X | Mechanical mounting, front-surface ESD strategy |
| Control Room Displays | Multi-operator viewing | Large format, consistent viewing behavior | HB238X | Cable routing, grounding, thermal management |
| Compact Control Units | Space-constrained mounting | Square format, efficiency | SQ220S | Power/backlight design, connector/service access |
| Specialized Applications | Unique requirements | Application-specific optimization | Custom | Requirements definition, qualification planning |
FAQ
How do I decide between higher brightness and anti-glare/anti-reflection treatments?
Treat them as complementary levers: higher brightness helps overcome ambient light, while surface treatments and optical bonding reduce reflected light that destroys contrast. Evaluate both on a prototype with your intended cover lens and bezel, because real-world readability depends on the full stack and the operator’s viewing direction, not the bare module.
What information should I lock down to avoid late-stage interface timing issues?
Lock the interface type, resolution, frame rate, pixel clock range, and porch/sync tolerances, then validate them across temperature and power conditions with margin. Also document power sequencing and backlight dimming behavior, since many "timing" complaints are actually power/EMI interactions.
How can I reduce EMI and ESD problems on an industrial HMI front panel?
Design the front surface as part of the EMC system: define grounding points, ensure controlled return paths, add appropriate transient protection near entry points, and avoid routing sensitive signals through noisy zones. Validate with enclosure-level testing because cable routing, bezel construction, and grounding quality often dominate outcomes.
Do I need optical bonding for industrial HMIs?
Not always, but it is valuable when glare, condensation, or perceived contrast is a major issue. It can improve readability and ruggedness, but it changes reworkability, thermal behavior, and the requirements for adhesives and cleanliness control, so plan your service strategy early.
What are common root causes of flicker or intermittent black screens in the field?
Typical causes include unstable backlight driving, inadequate power margin during startup, marginal timing/cable integrity in noisy environments, or grounding issues that couple noise into the interface. A combined validation of power, backlight, and interface under worst-case temperature and EMI conditions is the fastest way to isolate the real mechanism.
How should I plan for long-term availability and EOL risk?
Ask for lifecycle expectations, change-control practices, and critical-to-quality parameters, then build an internal record of what cannot change without re-qualification. Where feasible, qualify an alternative early or design mechanical and electrical interfaces with some flexibility so that future substitutions don’t force a full redesign.
Conclusion
Industrial HMI LCD module selection requires system-level thinking that prioritizes sustained performance under harsh conditions over peak specifications. Success depends on early validation of the complete optical stack, robust electrical interface design with adequate noise immunity, and lifecycle planning that addresses component availability and change control requirements. Understanding the interaction between optical performance, electrical robustness, and mechanical integration enables better module choices and reduces field failure risk.
MEIDAYINGNUO provides industrial HMI LCD display modules, including high-brightness module options for harsh environments, along with engineering support for optical stack evaluation, integration risk review, and lifecycle management planning for extended deployments. Our team supports system-level integration analysis that addresses optical performance, electrical robustness, and reliability validation under realistic industrial conditions. Contact our technical team when industrial HMI requirements demand detailed analysis and custom optimization for reliable long-term operation.
✉️ info@lcdmodulepro.com
🌐 https://lcdmodulepro.com/
-
Explore this link to discover essential strategies and insights for successful industrial HMI project implementation. ↩
-
This link will help you understand the various environmental challenges that LCD modules face, crucial for making informed selection decisions. ↩
-
Understanding front stack assemblies is crucial for improving visibility and contrast in optical systems. ↩
-
Exploring power management strategies can enhance reliability and efficiency in industrial applications, providing essential insights for designers. ↩
-
Exploring lifecycle risk management helps in maintaining component availability and avoiding costly redesigns. ↩