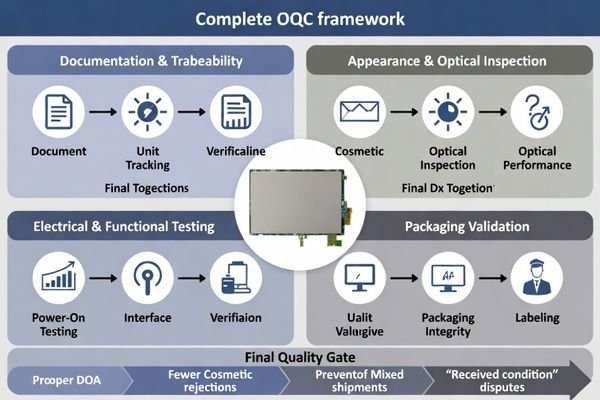
A practical OQC program for LCD modules combines release-control checks, appearance/optical inspection, functional verification, and packaging validation. When these four areas are defined with clear criteria and records, OQC becomes a scalable gate that reduces DOA, cosmetic rejection, mixed shipments, and “received condition” disputes.
Outgoing Quality Control (OQC) is the final quality gate before shipment. It targets shipment-critical escapes such as cosmetic defects, functional instability, optical deviations, configuration/revision mismatches, and packing/labeling errors that cause wrong deliveries or transit damage. A strong OQC ties each check to a risk and requires evidence: what was checked, under what conditions, and how each unit or carton is traceable to its records.
Many customer disputes do not come from deep design problems—they come from preventable shipment issues: the wrong revision, missing protective film, mixed labels, inconsistent cosmetic judgment, or a unit that fails on first power-on. OQC should therefore focus on high-impact checks1 with repeatable criteria, strong traceability, and clear escalation rules, instead of trying to re-run every production test step.
What is OQC and what risks does it specifically control for LCD modules?
OQC serves as the final quality gate controlling shipment-specific risks that can escape production testing and create customer-facing failures or disputes upon delivery.
Outgoing Quality Control (OQC) is the final gate that protects the customer’s receiving and first power-on experience. For LCD modules, it primarily controls cosmetic rejection, DOA or intermittent startup faults, optical deviations that trigger subjective complaints, and shipping errors such as wrong labels, mixed cartons, or insufficient cushioning. It also confirms the shipped build matches the approved specification and golden sample, reducing disputes between “factory pass” and “received condition.”
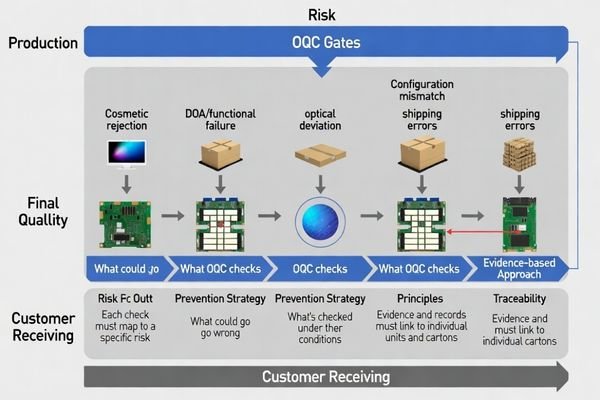
To be effective, OQC must be risk-driven and evidence-based2. Each item should map to a clear failure mode and a clear outcome: pass/fail criteria, a defined inspection or test condition, and a record that links the result to the shipped unit and carton. This approach keeps throughput high while protecting the issues that most commonly trigger rejection or urgent field containment.
Shipment-Specific Risk Categories
OQC addresses critical risks that may not appear during production testing including transit damage, configuration drift, packaging errors, and documentation mismatches that can cause immediate customer rejection or field failures during initial deployment and acceptance testing.
Customer Interface Quality Protection
Beyond production defects, OQC controls customer perception risks including cosmetic variations within specification limits, first power-on experience issues, and traceability problems that can escalate into warranty disputes or supply qualification concerns affecting long-term business relationships.
Which document and traceability checks must be part of OQC?
Documentation and traceability verification ensures shipment accuracy, configuration correctness, and compliance with customer specifications while enabling effective containment for any future quality issues.
OQC should verify that shipping documents match the approved release: customer part number, revision, stack/BOM definition, and any special handling notes that affect appearance or reliability. Traceability checks should confirm that unit IDs, date codes, and lot/batch information link correctly to cartons and test records, so any complaint can be traced to material, process, and test history. If the module has configurable states (interface options, parameter settings, or backlight constraints), OQC should confirm the correct state is loaded and recorded.
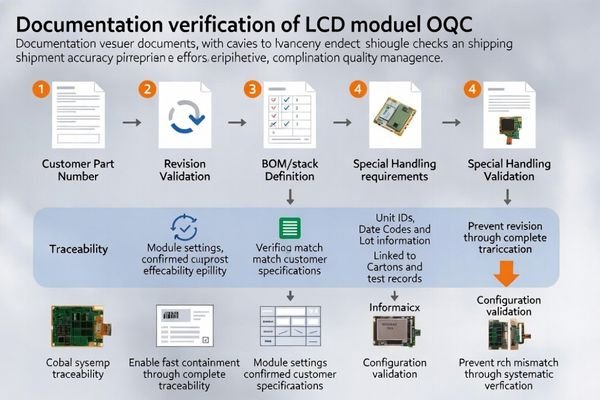
These checks prevent “right product, wrong revision” events that look like design failures at the customer site. A good release-control checklist also reduces mixed shipments3 and shortens containment time because the shipped units can be quickly identified, isolated, and compared against an approved baseline. Evidence should be lightweight but consistent: label photos when needed, configuration logs where applicable, and carton-level mapping that supports fast tracing.
What appearance and optical inspections are essential in OQC?
Appearance and optical validation confirms delivered modules meet cosmetic acceptance criteria under standardized conditions preventing customer rejection and ensuring consistent visual quality expectations.
Appearance and optical OQC should confirm the module meets agreed cosmetic acceptance under controlled viewing conditions, since most receiving rejections happen here. Core checks include surface scratches, contamination, dents, bezel/frame damage, connector condition, and display-area defects such as mura or non-uniformity within the acceptance criteria. Optical checks should verify there is no abnormal color shift, haze/glare artifact, or backlight non-uniformity beyond the approved limit, using consistent setup and reference samples.
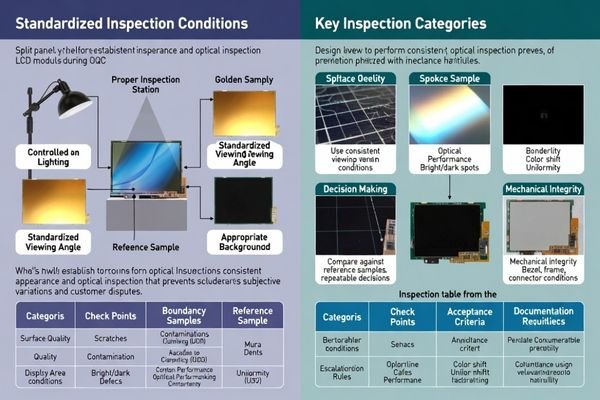
To reduce subjectivity, define repeatable viewing conditions: lighting type and approximate intensity, viewing distance and angle, background condition, and the test patterns used for comparison. Lock a golden sample plus boundary samples so operators can judge marginal cases consistently, and define escalation rules for “borderline but shippable” versus “hold for review.” Records should capture what was inspected and how, especially for marginal decisions that could later become disputes.
| Inspection Category | Critical Check Points | Acceptance Criteria | Documentation Requirements |
|---|---|---|---|
| Surface Quality | Scratches, contamination, dents, protective film integrity | Defect size/count limits per specification | Photo documentation for marginal cases |
| Display Area Uniformity | Mura, bright/dark spots, backlight uniformity | Visual grading vs golden samples | Pattern test results and reference comparison |
| Optical Performance4 | Color shift, haze artifacts, viewing angle behavior | Specification limits with measurement conditions | Instrument readings and visual assessment |
| Mechanical Integrity | Bezel damage, frame alignment, connector condition | Physical damage assessment criteria | Pass/fail determination with escalation rules |
Systematic appearance inspection ensures consistent cosmetic quality while providing objective evaluation criteria that reduce operator variation and customer dispute risks through standardized assessment methodology.
What electrical and functional tests should OQC cover for outgoing LCD modules?
Electrical and functional verification confirms reliable power-on behavior, interface compatibility, and stable operation under basic conditions preventing DOA issues and initial deployment failures.
Electrical and functional OQC should confirm the module powers up reliably, shows a stable image, and responds correctly to basic controls under shipment-relevant conditions. Typical checks include abnormal current draw screening, correct signal detection and image display, backlight on/off and dimming response, and absence of obvious flicker or reset loops during normal ramps. For higher-risk builds, add a short stability screen such as brief burn-in or pattern hold to reveal intermittent connector contact, marginal solder joints, or temperature-sensitive lock behavior.
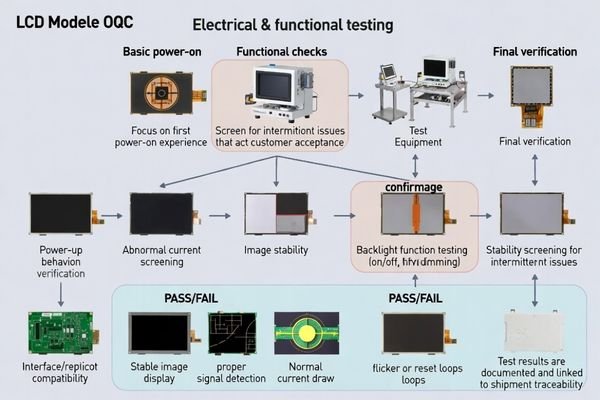
The goal is not to repeat full production testing, but to catch shipment-critical escapes with a standardized test that correlates strongly with customer first power-on. Define what “stable” means (for example: stable image lock for a set time, no unexpected resets, no abnormal brightness behavior), and record key results at the carton or lot level so trends can be detected early. When defects are found, require a clear disposition path: re-test, rework, hold, or expand sampling.
Power-On and Interface Verification
Startup Behavior Testing:
Verify reliable startup under a defined ramp profile, screen for abnormal current behavior, and confirm the image appears consistently with the expected test pattern. The pass/fail should be based on repeatability (multiple cycles if needed for risk builds) and clear criteria for “no lock” or “unstable lock.”
Interface Communication Validation5:
Confirm the module detects the intended input and displays stable patterns without intermittent dropouts. If the delivery includes configuration-dependent behavior, ensure the correct configuration state is verified and recorded so the customer receives the expected interface behavior on arrival.
Stability and Shipment-Critical Behavior Assessment
Operational Stability Verification:
Run a short stability check under representative settings, including backlight dimming response and basic pattern switching. This helps catch intermittent defects that may pass a quick power-on but fail during customer incoming checks or first integration.
Shipment-Critical Behavior Confirmation:
Confirm there is no obvious flicker, repeated reset behavior, or abnormal transitions during normal operation steps used in OQC. Keep the scope limited and measurable so the check remains fast, repeatable, and scalable across shipment volume.
How to build an OQC plan that is effective and scalable for shipments?
Effective OQC planning requires systematic risk assessment, standardized procedures, and scalable implementation methodology that balances quality protection with operational efficiency across varying shipment volumes.
An effective OQC plan starts by ranking shipment risks and mapping each risk to minimal set of checks with clear measurement or visual criteria, then defining sampling rules that balance protection and throughput while maintaining consistency across manufacturing locations and product variations.
Risk Assessment and Inspection Mapping
Priority Risk Identification6:
Use customer complaint history and program risk to prioritize what OQC must protect: cosmetic sensitivity, DOA exposure, configuration/revision mismatch risk, and transit damage risk. Focus resources on checks that prevent immediate receiving rejection and first power-on failures, especially during new builds, supplier changes, or process transitions.
Check Point Definition and Standardization:
Convert each high-risk item into a repeatable procedure with fixed conditions and clear pass/fail boundaries. Standardize defect definitions, viewing conditions, test patterns, sampling rules, and escalation criteria so decisions remain consistent across operators, shifts, and locations.
Implementation and Scalability Strategy
Infrastructure and Process Development:
Prepare practical fixtures and tools: controlled viewing setup, standard test patterns, configuration verification steps where applicable, and packaging verification checklists. Lock golden and boundary samples, and train operators using clear defect examples so judgment stays aligned during high throughput periods.
Continuous Improvement and Adaptation:
Add feedback loops that adjust sampling and checks when risk changes: new revision releases, complaint spikes, yield drift, or packaging changes. Define triggers for containment and expanded screening, and ensure change control keeps OQC aligned with the latest approved specification and acceptance boundary.
FAQ
Q: Is OQC the same as final test in production?
A: Not exactly. Final test is typically part of production for every unit, while OQC is the outgoing gate focused on shipment risk—often sampled—and includes packaging, labeling, and release-control checks that production test may not cover.
Q: How do we decide OQC sampling levels for LCD modules?
A: Base sampling on risk and history: cosmetic sensitivity, new supplier/process changes, complaint rate, and the cost of escapes. Higher risk or recent changes warrant tighter sampling and added checks until stability is proven.
Q: What’s the best way to reduce cosmetic disputes at receiving?
A: Standardize viewing conditions, define defect examples with photos, lock golden samples, and align acceptance boundaries before mass shipments. Consistent conditions and references reduce subjective judgment drift.
Q: Should OQC include a short burn-in for every shipment?
A: Only when it meaningfully reduces risk. For stable mature products, a targeted functional check may be sufficient; for new builds or known intermittent issues, short burn-in can be a high-value screening step.
Q: What packaging checks matter most for LCD modules?
A: Correct protective films, anti-static protection where required, cushioning and corner protection, vibration resistance, and clear labels that match unit traceability to prevent damage and mixed shipments.
Q: How should OQC handle "known deviations" approved by customers?
A: Deviations should be documented, clearly labeled, and separated, with shipment records linking to the approval. This allows receiving teams to confirm intent and prevents approved exceptions from being treated as defects.
Conclusion
Outgoing Quality Control for LCD modules should combine release-control checks, appearance/optical inspection, functional verification, and packaging validation to reduce customer-facing escapes. The most effective OQC is risk-based and repeatable: it defines controlled viewing and test conditions, locks golden samples, enforces traceability and revision control, and tightens sampling during change or instability. With these elements, OQC becomes a scalable shipment gate that protects customer first power-on experience and minimizes disputes.
LCD Module Pro provides OQC system development and quality control optimization services for LCD module manufacturing operations that require systematic outgoing inspection methods, standardized acceptance criteria, and scalable implementation. Our engineering team supports inspection process design, defect standardization, operator training, and change-control alignment to help shipments consistently meet customer expectations while reducing disputes and warranty exposure.
✉️ info@lcdmodulepro.com
🌐 https://lcdmodulepro.com/
-
Exploring high-impact checks can enhance your quality assurance strategies, ensuring better product reliability and customer satisfaction. ↩
-
Understanding this concept is crucial for implementing effective quality control measures that enhance product reliability. ↩
-
Exploring strategies to prevent mixed shipments can improve your shipping efficiency and customer satisfaction. ↩
-
This resource will provide insights into measuring optical performance, crucial for ensuring product quality. ↩
-
Explore this link to understand effective strategies for ensuring stable interface communication in electronic devices. ↩
-
Understanding Priority Risk Identification can enhance your quality control processes and help prioritize risks effectively. ↩